


Allgemeng Technologie
GB / T19228.2-2011
Allgemeng technesch Ufuerderunge fir Edelstahlröhre
GB / T19228-2011 baséiert op GB / T12771-2008, sou datt déi folgend technesch Ufuerderungen och fir aner allgemeng Zwecker Edelstahlröhr gëllen.
Ⅰ. Gréisst an Toleranz
Roundness: baussenzegen Duerchmiesser zoulässeg Ofwäichung C ass ± 0,5% D, DN150-300, 0,75% D ënner DN150;
Dicken: Erlaabt Ofwäichung: ± 10% S;
Längt: 3000-9000mm, kéint och personaliséiert ginn wéi néideg, zulässlech Ofwäichung: 0 ~ +20 mm;
Biegsgrad: 2mm / M;
Hang: Den Hang vum Stol Päif Hafen soll den Ufuerderungen an der folgender Tabelle gerecht ginn.
Ⅱ. D'Gewiicht Berechnung Method
Den Edelstahlrohre gëtt normalerweis no theoretescht Gewiicht geliwwert, an et kann och nom aktuellen Gewiicht no Verhandlunge geliwwert ginn. Wann et no theoretescht Gewiicht geliwwert gëtt, gëtt dat theoretescht Gewiicht no der Formel (I) berechent
| Edelstahl Dichtung An Theoretesch Gewiicht Formel | |||||
| Nee. | Neie Grad | Al Grad | Dicht | Ëmgerechent Formel | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7,93 | W = 0,024 91S, DS, | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | 7.90 | W = 0,024 82S, DS, | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 Auer | W = 0,025 13S (DS) | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 Auer | W = 0,025 13S (DS) | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7,77 | W = 0,024 35S, DS, | |
| Schief vum Edelstahl Tube Hafen | |
| Baussenzegen Duerchmiesser vum Tube | 切 斜 ≤ Schief ≤ |
| ≤20 | 1.5 |
| > 20-50 | 2.0 |
| > 50-108 | 3.0 |
w = π ‰ S (DS) ρ ………………. (1)
Notiz:
W - dat theoretescht Gewiicht vum Stolréier a Kilogramm pro Meter (kg / m);
Π = 3,1416;
S - déi nominell Wanddicke vum Stolréier, a Millimeter (mm);
D - Den nominellen Äusserduerchmiesser vum Stolréier, a Millimeter (mm):
P - Dicht vu Edelstahl a kg / dm3, préift weg déi folgend Tabelle fir Dicht vun all Grad.
| Technesch Ufuerderungen | |||
| D'Materialgrad an d'applikabel Konditioune vum Stolröhr sollten déi folgend Ufuerderungen erfëllen | |||
| Nee. | Neie Grad | Al Grad | Applicabel Konditioune |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | Rengegt Waasser drénken, deeglecht Drénkwaasser, Loft, medizinescht Gas, kalt Waasser, waarmt Waasser, asw. |
| Rengegt Waasser drénken, kalt Waasser, waarmt Waasser, asw. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | Uwendungen déi méi Korrosiounsbeständegkeet erfuerderen wéi 06Crl9NilO |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | Uwendungen, déi méi héich Korrosiounsbeständegkeet erfuerderen wéi 06Cr17Ni12Mo2 |
Uwendbar Ëmfeld mat méi héije Sauerstoffionen am Medium
| Grad a chemesch Kompositioun vu Edelstahlröhren (Schmelzanalyse) | ||
| Nee. | Vereenegt Digital Code | Chemesch Zesummesetzung (Massefraktioun) /% |
| Déi mechanesch Eegeschafte vum Stol Päif sollen den Ufuerderungen an der folgender Tabelle erfëllen。 |
Spezifizéiert Net-Proportional Verlängerungsstäerkt
Tensile Strength Rm / Mpa
Verlängerung No Fraktur A /%
Hëtztbehandlung Status
Net-Wärmebehandlung Status
Produkt Vitrine
Produit Fall
Beschreiwung
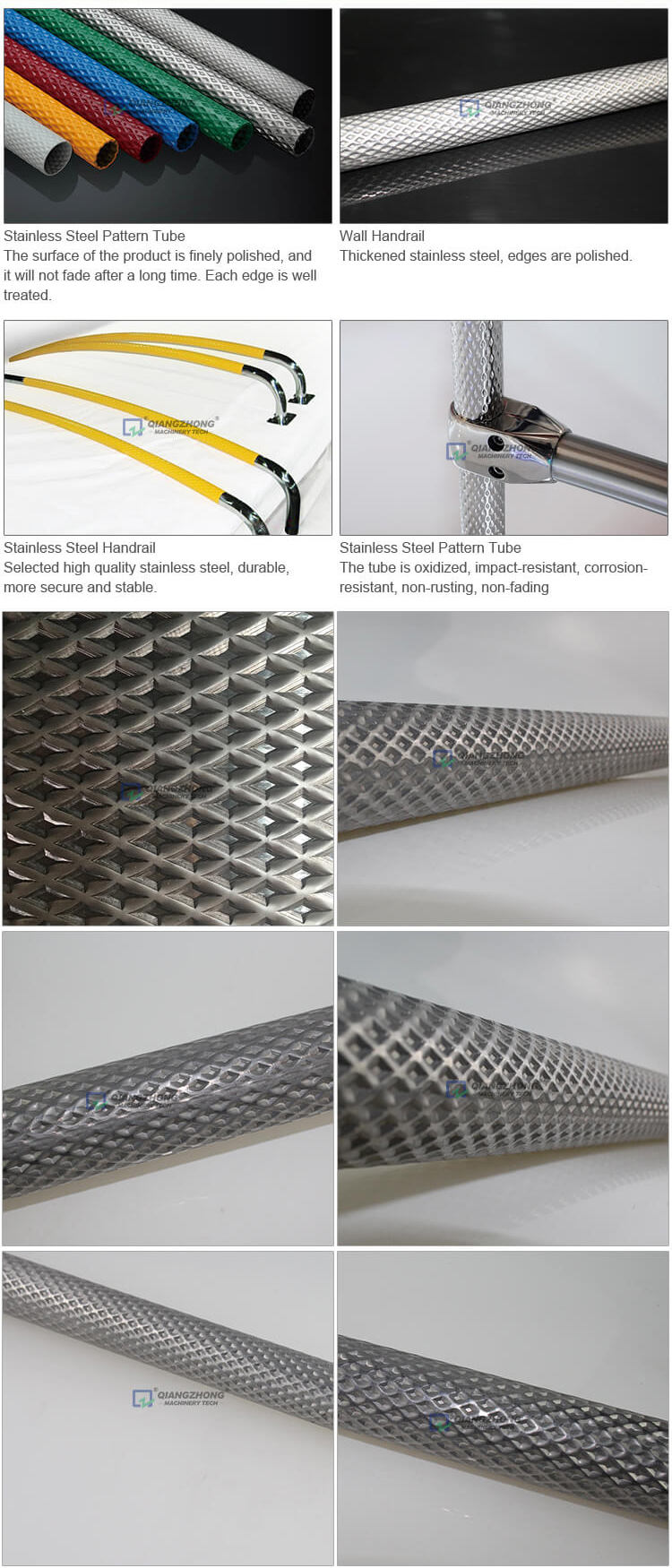
Edelstahl Muster Tube
- De Röhre ass haaptsächlech verschweißt Röhre oder Musterröhre, normalerweis als Gelänner oder Dekoratioun benotzt, deem säi Material normalerweis 304 Edelstahl oder besser ass. Säin Produktiounsprozess ass deen éischte Pressmusterröhre vum Stahlstreifen, an dann de Gesamtformungsschweißen, a schliisslech pickelen a poléieren.
- Et ass normalerweis Diamant Muster oder kreesfërmeg Muster, adoptéiert Stol Sträif embossing a Stol coil administrativ Schweess.
Säin Duerchmiesser ass normalerweis 22mm-48mm, Haaptapplikatioun: Hausdekoratioun, Trepplék Barrikade Gelänneren, Päifhandelen, Autoshandleeder, asw.
| φ25 x 1,5φ32 x 1,5 | Auto, Bus |
| x30 x 2.0 | Japan |
| φ32 x 2φ32 x 2,5 | China |
| φ35 x1,5φ35 x 2,0 x35 x 2,5 φ35 x 3.0 |
Hong Kong, Südkorea |
| φ38 x 2,0φ38 x 2,5 φ38 x 3.0 |
EU |
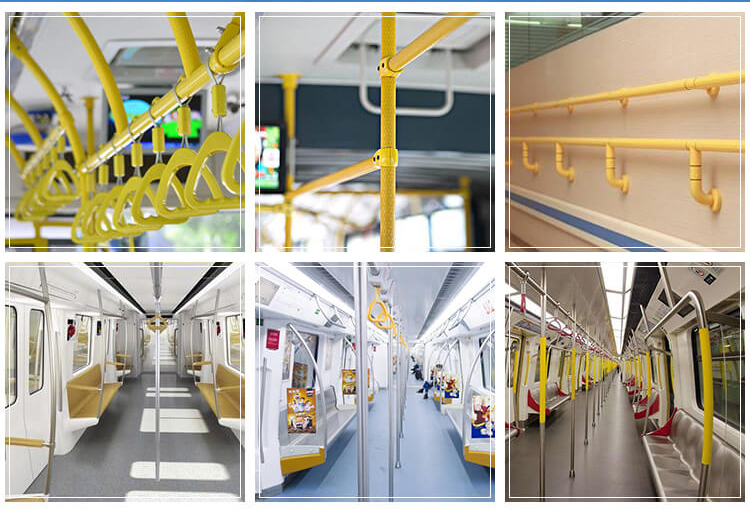
Edelstahl Handrail Tube, Wall Handrail Tube, Handrail Tube fir Handikapéiert
Dëst Produkt huet eng nei Struktur a féierend Technologie. Geméiss d'Charakteristike vun der Gelänner, ass d'organesch Kombinatioun vum Guss an de Päif garantéiert datt d'Leedung héich Kraaft a glat Uewerflächelinnen huet. De Gelänner Splicing Prozess léisst de Problem datt e puer Ecken nom Gelänner Schweißen net uewerfläch behandelt kënne ginn. Geméiss den techneschen Ufuerderunge kann d'Uewerfläch vum Gelänner mat Pinsel, Sandstrahlen, Kribbelen, Spraymolen a Spritformen behandelt ginn. Duerno gëtt d'Uewerfläch am speziellen Anti-Verschmotzungsprozess behandelt, wouduerch et schéin ass, ouni Ueleg an einfach ze botzen. De speziellen Schweißprozess fir de Gelänner ze maachen ass allround iwwerwaacht vun den Aspekter vun der Operatioun, Ausrüstung a Prozessparameter fir d'Schweißqualitéit ze garantéieren.
| φ25 x 1,5φ32 x 1,5 | Auto, Bus |
| x30 x 1.2 | Japan |
| φ32 x 2φ32 x 2,5 | China |
| φ35 x 2,0φ35 x 2,5 φ35 x 3.0 |
Hong Kong, Südkorea |
| φ38 x 2,0φ38 x 2,5 φ38 x 3.0 |
EU |





